
浇口切割不良
(1)何谓浇口切割不良
|
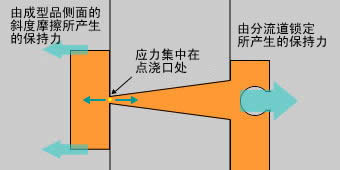
是指采用点浇口等成型时,连接成形品、主流道、分流道的浇口不易被切断的一种现象。 若选用点浇口或潜伏浇口,在开模的同时,连接产品,主流道、分流道的浇口会自动断裂。但如果浇口的形状或大小不合适,则会产生浇口切割不良,并残留在模具内部。
|

|
(3-1) 改变强度平衡 |
|||||||
|
根据浇口切割不良的状况对成型条件进行如下调整:
|

|




(1)何谓浇口切割不良
|
是指采用点浇口等成型时,连接成形品、主流道、分流道的浇口不易被切断的一种现象。 若选用点浇口或潜伏浇口,在开模的同时,连接产品,主流道、分流道的浇口会自动断裂。但如果浇口的形状或大小不合适,则会产生浇口切割不良,并残留在模具内部。
|
|
(3-1) 改变强度平衡 |
|||||||
|
根据浇口切割不良的状况对成型条件进行如下调整:
|
|

