




拉丝
(1)何谓拉丝(外观)
|
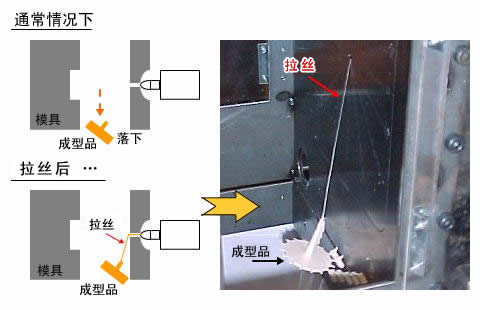
拉丝是指主流道前端没有断开而伸展成丝状的一种现象。最大的问题是有时会发生成形品因拉丝而无法脱落,最大的问题是有时会发生成形品因拉丝而无法脱落,被模具夹住,从而导致无法连续成形。 树脂的纺丝性(在熔融状态下拉伸时可伸长成丝状的性质)越好,拉丝就越严重。因此与改性材料相比,非强化的材料更易引起拉丝。
|
|
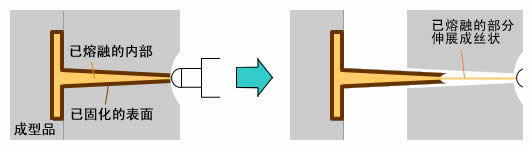
(3-1) 使主流道前端固化 |
||
|
具体来说,可更改下列成型条件: ·降低机筒温度 ·降低喷嘴温度 ·降低模具温度 |
||
|
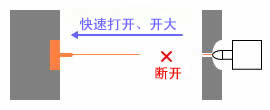
(3-2) 加快开模速度,增大开模量 |
||
|
加快开模速度并增大开模量有时也可在一定程度上减少拉丝。
|
||
|
(3-3) 更改喷嘴 |
||
|
更改喷嘴形状可减少拉丝。具体对策就是减少喷嘴和减小闭式喷嘴的孔径。有些成型机生产商有时也备有防拉丝喷嘴。如果仅靠调整成型条件无法解决拉丝问题,则应与成型机生产商联系并商讨改进措施。 此外,如果在流动性方面还有余地,则改用粘度更高的材料也是一种好方法。 |
|

